
Pyydä tarjous

+86-18862679789


admin@evertopest.com

eroavatko suulakepuristusominaisuudet eri pyörimissuunnissa?
Materiaalien sekoituskäsittelyssä kaksoisruuviekstruuderin suorituskyky määrittää suoraan materiaalin sekoitusvaikutuksen, tuotannon tehokkuuden ja lopputuotteen laadun. Ruuvin pyörimissuunnan mukaan kaksoisruuviekstruuderit jaetaan yhdessä pyöriviin kaksoisruuviekstruudereihin ja vastakkain pyöriviin kaksoisruuviekstruudereihin, ja tärkein ero näiden kahden välillä on ruuvin pyörimissuunnassa. Se, mikä näyttää olevan vain ero pyörimissuunnassa, johtaa merkittäviin eroihin näiden kahden välillä käsittelyominaisuuksien, sekoituskapasiteetin ja tuotteen yhteensopivuuden suhteen.
Suurin ero yhdessä pyörivän kaksoisruuvin ja vastakkaiseen suuntaan pyörivän kaksoisruuvin välillä on ruuvien vuorovaikutusprosessissa:
• Kun yhdessä pyörivän kaksoisruuvin kaksi kierrettä työntävät materiaalia, niiden työntövoima on päällekkäin;
• Kun vastakkaiseen suuntaan pyörivän kaksoisruuvin materiaalin kaksi kierrelinjaa työntää materiaalia, niiden työntövoimat kumoavat toisensa.
Tämä määrittää sekä yhdessä että vastakkain pyörivien kaksoisruuvien perustoimintaperiaatteen ja suorituskykyominaisuudet.
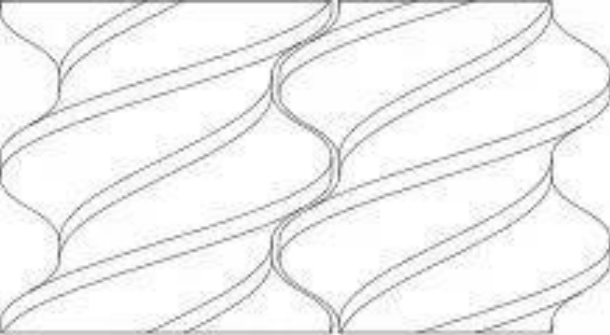
Kuva 4 Yhdessä pyörivän kaksoisruuvin sovitus
Yhdessä pyörivän kaksoisruuvin liitäntätapa on esitetty kuvassa 4. Yhdessä pyörivän kaksoisruuvin kaksi ruuvia pyörivät samaan suuntaan ja ruuvin kierteet ovat molemmat oikeakätisiä. Materiaalin kuljetussuunnan määritys on sama kuin yksiruuvin.
Vastaavasti pyörivän kaksoisruuvin liitäntätapa on esitetty kuvassa 5. Vastakkaiseen pyörivän kaksoisruuvin kaksi ruuvia pyörivät vastakkaisiin suuntiin ja kahden ruuvin kierteet pyörivät vastakkaisiin suuntiin. Kaksi ruuvia pyörivät ulospäin. Eli ekstruusiosuuntaa pitkin oikea puoli on vasen ruuvi, joka pyörii myötäpäivään, ja vasen puoli on oikea ruuvi, joka pyörii vastapäivään.
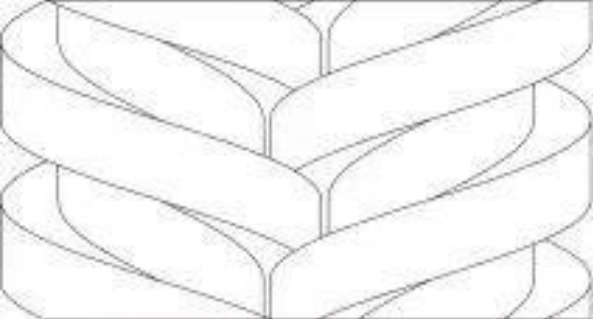
Kuva 5 Vastakkain pyörivä kaksoisruuvisovitus
Simulaatiokokeilutulosten analyysi
Fyysinen kenttä
1
Painekenttä
Kuten painepilvikartasta (kuva 6) ja paineen vaihtelukäyrästä (kuva 7) nähdään:
Yhdessä pyörivässä kaksoisruuvipuristusprosessissa paine virtauskanavassa vaihtelee. Viitaten rakenteeseen yhdessä pyörivän kaksoisruuvisovituksen jälkeen (kuva 4), havaitaan, että paineen vaihtelu vaihtelee ylös ja alas ruuviharjanteen asennon mukaan. Tämä johtuu siitä, että ruuviharja on korkealle työntyvä osa ruuvin pintaa ja ekstrudoitu materiaali altistuu voimakkaalle pursotus- ja leikkausvoimille kulkiessaan ruuviharjanteen läpi, joten paine on usein suhteellisen korkea ruuviharjanteen asennossa.
Vastakkain pyörivässä kaksoisruuvipuristuksessa paine kanavassa ensin kasvaa ja sitten laskee ekstruusiosuuntaa pitkin, ja keskiasennossa esiintyy paikallista korkeaa painetta. Viitaten vastakkaiseen suuntaan pyörivän kaksoisruuvisovituksen rakenteeseen (kuvio 5), havaitaan, että paikallinen korkea paine esiintyy liitoskohdassa pitkin ekstruusiosuuntaa. Tämä johtuu siitä, että kaksi ruuvia pyörivät vastakkaisiin suuntiin ja materiaalivirtaus on epätasaista tai tukkeutunut ekstruusioprosessin aikana, mikä kerääntyy keskiasentoon ja muodostaa sitten paikallisen korkean paineen kanavaan.
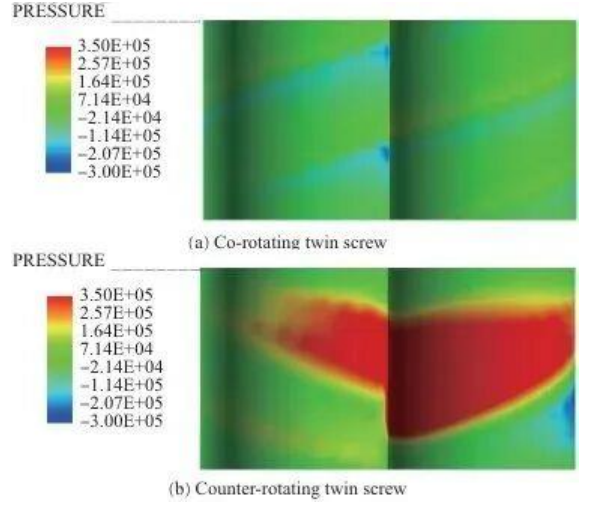
Kuva 6 Painepilvikaavio jakokanavassa ekstruusioprosessin aikana
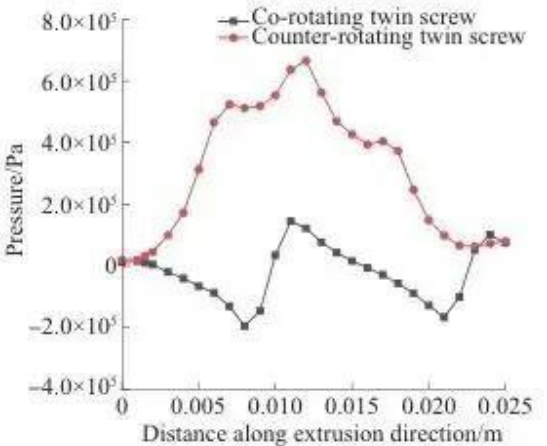
Kuva 7 Paineen vaihtelukäyrä
2
Leikkausnopeuskenttä
Kuten leikkausnopeuden pilvestä (kuva 8) ja leikkausnopeuden vaihtelukäyrästä (kuva 9) nähdään:
Sekä yhdessä pyörivässä kaksoisruuvipuristuksessa että vastakkaiseen pyörivässä kaksoisruuvipuristuksessa leikkausnopeus on suurempi ruuvin harjanteella ja pienempi ruuvin urassa. Syynä ilmiöön on se, että materiaali virtaa nopeammin kapeissa rakoissa ja ruuviharjanteiden ja tynnyrin sisäseinän välinen rako on pienempi, jolloin leikkausnopeus on suurempi, kun taas ruuvin urien ja tynnyrin sisäseinän välinen rako on suurempi, joten leikkausnopeus on pienempi.
Paikallinen suuri leikkausnopeus vastakkain pyörivässä kaksoisruuvissa johtuu vuodosta.
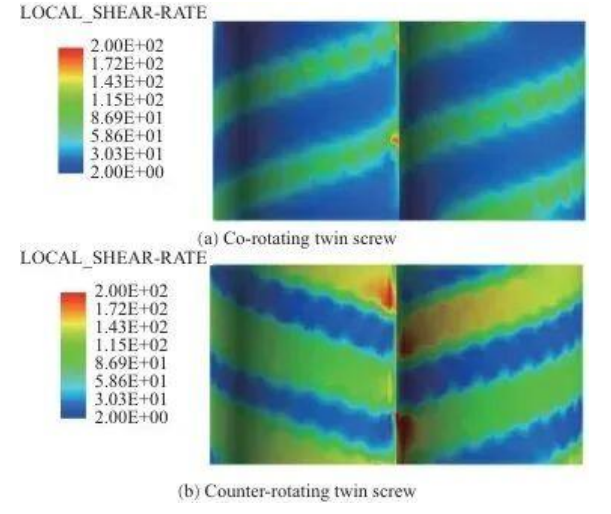
Kuva 8 Leikkausnopeuden pilvi suulakepuristuksen aikana
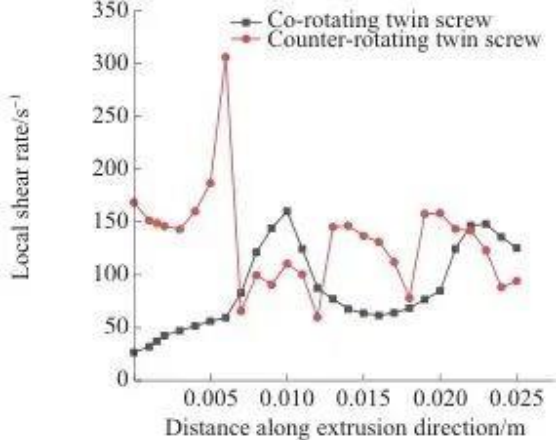
Kuva 9 Leikkausnopeuden vaihtelukäyrä
Sekoittaminen jaetaan pääasiassa haja- ja dispergoivaan sekoitukseen.
Hajautettua sekoitusta käytetään kuvaamaan materiaalin jakautumisprosessia, jossa materiaalia järjestellään jatkuvasti uudelleen ja ohjataan ruuviroottorin työnnön alle;
Dispersiivistä sekoittamista käytetään kuvaamaan prosessia, jossa materiaalin koko muuttuu, kun materiaalihiukkasia jatkuvasti venytetään ja leikataan. Merkkihiukkasmenetelmää käytettiin matemaattisten tilastojen tekemiseen liikeradan parametreistä, kuten viipymäajasta, jakautumisindeksistä, erotusasteikosta ja suurimmasta leikkausjännitysjakaumasta, jotta analysoitiin eroja sekoitussuorituskyvyssä yhdessä pyörivän kaksoisruuvin ja vastakkaiseen suuntaan pyörivän kaksoisruuvin välillä.
Aksiaalinen sekoitusteho
Viipymäaikajakauma on tärkeä indikaattori ruuvielementtien aksiaalisen sekoituskyvyn mittaamiseksi. Se kuvaa materiaalien viipymisajan jakautumista kaksoisruuviekstruudereissa kahdessa muodossa: kumulatiivinen viipymisajan jakautumisfunktio ja viipymisajan jakautumisfunktio, jotka ilmaistaan vastaavasti todennäköisyysfunktiolla ja todennäköisyystiheysfunktiolla.
1 Kumulatiivinen viipymäaikajakauma
Kumulatiivinen viipymäajan jakautumiskäyrä (kuvio 10) kuvaa ekstruuderissa olevan nesteen tai materiaalin viipymäajan kumulatiivista todennäköisyysjakaumaa.
Kuten kuvassa 10 on esitetty, yhdessä pyörivässä kaksoisruuvissa aika, jolloin merkkiainehiukkaset ensimmäisen kerran poistuvat jakoputkesta, on 1,00 s, aika, jolloin ne poistuvat kokonaan kanavasta, on 54,82 s ja viipymäaikajakauman leveys on 53,82 s.
Vastakkaisesti pyörivässä kaksoisruuvissa merkkiainehiukkasten ensimmäinen virtaamisaika ulos kanavasta on 1,48 sekuntia, aika niiden täydelliseen virtaamiseen ulos kanavasta on 59,80 sekuntia ja viipymäaikajakauman leveys on 58,32 sekuntia.
Yhdessä pyörivän kaksoisruuvin kumulatiivinen viipymäajan jakautumiskäyrä on yhtä aikaa pyörivän kaksoisruuvin kumulatiivisen viipymäajan yläpuolella, ja korkeampi käyrä osoittaa, että enemmän hiukkasia virtaa ulos kanavasta tietyllä hetkellä.
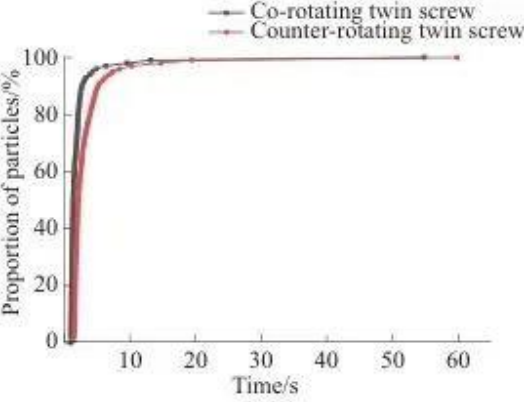
Kuva 10 Kumulatiivisen viipymäajan jakautuminen
2 Viipymäajan jakautuminen
Viipymisajan todennäköisyystiheysjakaumakäyrä kuvaa materiaalin viipymisajan todennäköisyysjakaumaa suulakepuristimessa eri aikajaksoille. Suurempi todennäköisyystiheys tarkoittaa suurempaa materiaalin viipymisen todennäköisyyttä tuon ajanjakson aikana, kun taas pienempi todennäköisyystiheys osoittaa suhteellisen lyhyempää viipymisaikaa. Viipymäaikajakauman todennäköisyystiheysfunktiosta (kuva 11) tiedetään, että:
Yhdessä pyörivässä kaksoisruuvissa suurin osa hiukkasista konsentroituu 1,00 - 1,99 sekunnissa ja vastakkain pyörivässä kaksoisruuvissa suurin osa hiukkasista on keskittynyt 1,48 - 2,97 sekunnissa. Samansuuntaisesti pyörivän kaksoisruuvin vastaava käyrä on kauempana vasemmalla ja huippu on korkeampi, mikä osoittaa, että yhteispyörivän kaksoisruuvin kuljetuskyky on vahvempi. Syynä tähän ilmiöön voi olla se, että yhdessä pyörivän kaksoisruuvin ekstruusioprosessin aikana materiaalia väkisin kuljetetaan ruuvin avulla "∞"-muotoista reittiä pitkin.
Vastakkaisesti pyörivässä kaksoisruuvipuristuksessa materiaali liikkuu "C"-muodossa ja sekoittuu ja reagoi toistuvasti C-muotoisessa kammiossa, mikä johtaa pidentyneeseen viipymäaikaan.
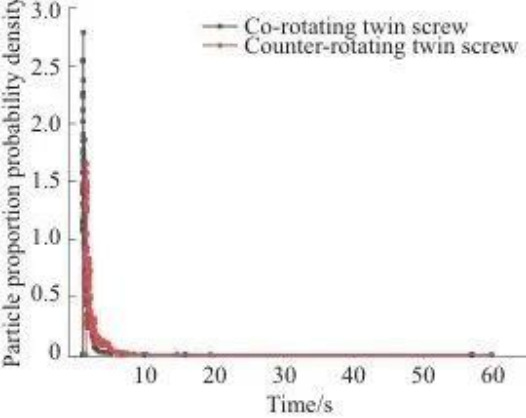
Kuva 11 Viipymäajan jakautuminen
Hajautettu sekoitusteho
1 Jakeluindeksi
Jakaumaindeksit kuvaavat ekstrudoitujen materiaalien reologisia ominaisuuksia ja virtauskäyttäytymistä. Jakaumaindeksikäyrästä (kuva 12) voidaan nähdä, että vastakkaiseen suuntaan pyörivän kaksoisruuvin jakautumisen tasaisuus on parempi kuin yhdessä pyörivän kaksoisruuvin.
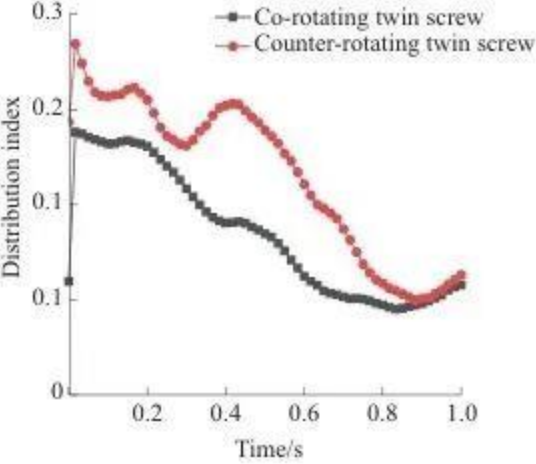
Kuva 12 Jakaumaindeksi
2 Erotusasteikko
Erotusasteikot kuvaavat hajautettuja sekoitusprosesseja. Kuva 13 esittää erotusasteikkokäyrää. Alkuhetkellä kaksi hiukkasta ovat tuloaukon kummallakin puolella, joten erotusasteikon arvo on suuri. Ajan kasvaessa erotusaste pienenee ruuvisekoitusvaikutuksen vaikutuksesta, käyrä putoaa, pintahiukkasten jakautumissekoittumisaste syvenee vähitellen ja prosessin aikana esiintyy vaihteluilmiö, joka johtuu hiukkasten aggregaatiosta virtausprosessin aikana.
Samansuuntaisesti pyörivän kaksoisruuvin erotusasteikkokäyrä on aina vastakkaiseen suuntaan pyörivän kaksoisruuvin erotusasteikkokäyrän alapuolella, mikä osoittaa, että sen jakautuminen on tasaisempaa.
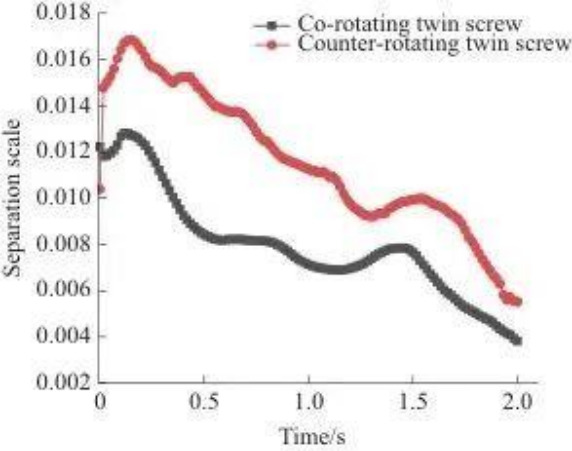
Kuva 13 Erotusasteikko
Yhdessä pyörivässä kaksoisruuvipuristuksessa kaksi ruuvia pyörivät samaan suuntaan ja muodostavat vahvan leikkausvaikutuksen sidoskohdassa, ja materiaali vaihtuu useita kertoja ruuvien välillä, mikä auttaa saavuttamaan tasaisen jakautumisen sekoittumisen.
Vastakkaisesti pyörivässä kaksoisruuvipuristuksessa suurin osa materiaalista jää C:n muotoiseen kammioon, jolloin vain pieni määrä materiaalia virtaa ulos raosta, joka joutuu leikkaamaan ja venymään. Tiivistys on hyvä, mikä vähentää materiaalin epäsäännöllistä virtausta jakokanavassa ja siten myös seoksen tasaisuus vähenee.
Dispersio- ja sekoitussuorituskyky
Dispersio- ja sekoitusprosessi on prosessi, jossa hiukkaskoko pienenee jatkuvasti ja materiaalihiukkasiin kohdistuvilla leikkaus- ja vetovoimilla on tässä prosessissa merkittävä rooli.
Merkkiainehiukkasen kokema suurin leikkausjännitys osoittaa leikkausprosessin, jonka merkkiainehiukkanen käy läpi kaksoisruuviekstruusioprosessin aikana. Mitä suurempi osuus merkkiainehiukkasista kokee suurta leikkausvoimaa, sitä parempi ruuvidispersiovaikutus.
Kuva 14 esittää maksimileikkausjännityksen todennäköisyyskäyrän. Kuten kuvasta 14 voidaan nähdä, vastakkaiseen suuntaan pyörivää kaksoisruuvia vastaava käyrä on samansuuntaisen kaksoisruuvin käyrän yläpuolella.
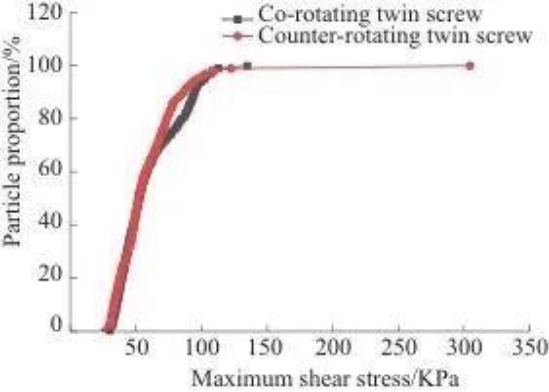
Kuva 14 Suurin leikkausjännityksen todennäköisyys
Kuvassa 15 on esitetty maksimileikkausjännityksen todennäköisyystiheyskäyrä. Kuvasta 15 voidaan nähdä, että hiukkasen kestämä suurin leikkausjännitys keskittyy käyrän ulkoneman huipulle.
Kaksi käyrän ominaisuutta osoittavat, että vastakkain pyörivä kaksoisruuvi hajottaa paremmin ja se voi tuottaa voimakkaammat leikkaus- ja vetovaikutukset kuin yhdessä pyörivä kaksoisruuvi.
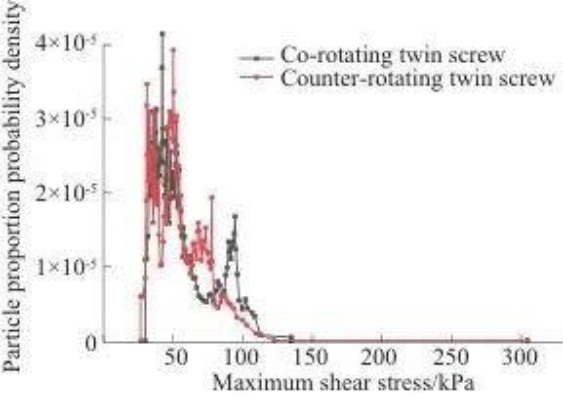
Kuva 15 Suurin leikkausjännityksen todennäköisyystiheys
Kokeilutulosten analyysi
Vetoiskutestin analyysi
Kuvat 17 ja 18 esittävät veto- ja iskutestitiedot, vastaavasti.
Yhdessä pyörivällä kaksoisruuviekstruusiolla suulakepuristettujen materiaaliurien vetolujuus ja murtojännitys olivat hieman korkeammat kuin vastakkaiseen kaksoisruuviekstruusiolla suulakepuristetut.
Vastaruuviekstruusiolla ekstrudoitujen materiaaliurien iskuenergian absorptio ja iskulujuus ovat hieman korkeammat kuin yhteisruuviekstruusiolla pursotetut.
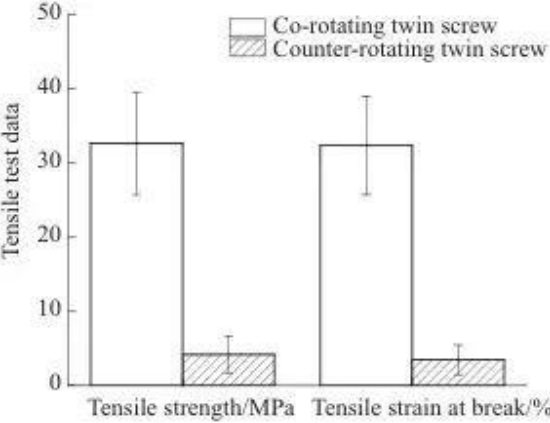
Kuva 17 Vetotestin tiedot
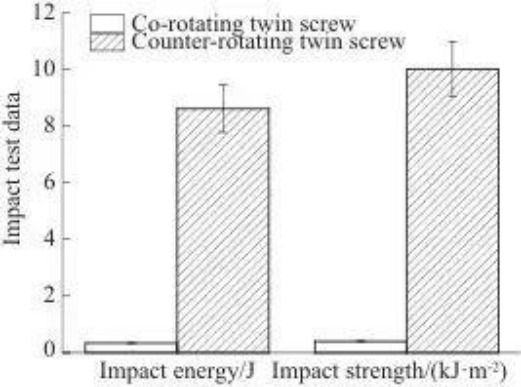
Kuva 18 Iskutestitiedot
Reologisten testien tulokset
Polymeerien reologiset ominaisuudet heijastuvat tyypillisesti varastointimoduuliin (G'), häviömoduuliin (G') ja komposiittiviskositeettiin (η*). Varastointimoduuli heijastaa materiaalin kimmoisuutta, häviömoduuli heijastaa materiaalin viskositeettia ja komposiittiviskositeetti heijastaa molekyylipainoa. Polymeerisulan juoksevuus riippuu molekyyliketjusegmenttien kyvystä liikkua. Ruuviekstruusio muuttaa PLA:n molekyylirakennetta, jolloin sen molekyyliketjut katkeavat ja sen viskositeetti pienenee.
Kuva 19 esittää komposiitin viskositeetin η* käyrää kulmataajuudella. Kuvasta 19 voidaan nähdä, että η* pienenee kulmataajuuden kasvaessa.
Rakenteellisen eron vuoksi vastakkain pyörivä kaksoisruuvi on voimakkaampi hajoamis- ja sekoituskyky, ja molekyyliketju katkeaa täydellisemmin. Siksi vastakkaiseen suuntaan pyörivän kaksoisruuvin puristaman materiaalin η* on pienempi kuin yhdessä pyörivän kaksoisruuvin.
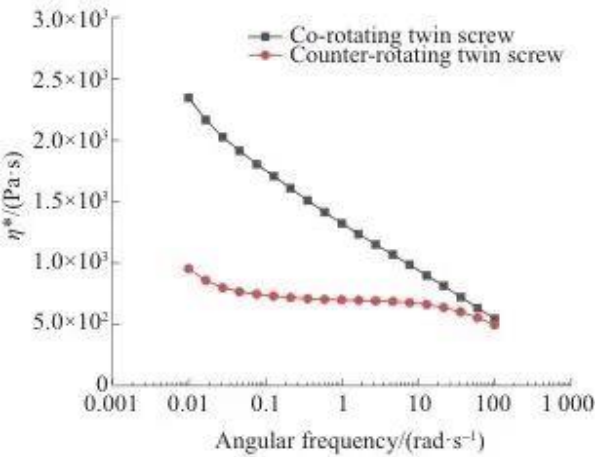
Kuva 19 Käyrät η * kulmataajuudella
Yhteenveto
Yhdessä pyörivien kaksoisruuviekstruuderien edut:
• Virtauskenttä (erityisesti paine) on suhteellisen vakaa.
• Erittäin vahva jakautumissekoituskyky, tasainen materiaalin jakautuminen.
• Lyhyt materiaalin viipymäaika ja korkea kuljetustehokkuus helpottavat lämpöherkkien materiaalien käsittelyä ja vähentävät lämpöhajoamisen riskiä.
• Ekstrudoiduilla tuotteilla on paremmat vetoominaisuudet.
Vastakkaiseen suuntaan pyörivien kaksoisruuviekstruuderien edut:
• Vahvempi paineenmuodostuskyky (mutta varo mahdollista paikallista korkeaa painetta).
• Voimakkaampi leikkaus, erinomainen dispersio ja sekoituskyky. Se voi tarjota vahvemman venytysvaikutuksen.
• Pidempi viipymäaika ja laajempi materiaalien jakautuminen, sopii prosesseihin, jotka vaativat riittävää reaktio- tai sekoitusaikaa.
• Suulakepuristetuilla tuotteilla on suurempi iskulujuus ja pienempi sulaviskositeetti (perustelevammat molekyyliketjut).
An Palamaton palamaton komposiittilevyjen tuotantolinja on tuotantojärjestelmä, joka on suunniteltu valmistamaan metallipintaisia komposiittipaneeleja, joiden ydinmateriaali täyttää korkeimman rakennusten ulko- ja sisätiloissa käytettävän palamattomuusluokituksen...
View MoreFR raaka-aine on palamista hidastava ydinyhdiste, jota käytetään palonkestävissä alumiinikomposiittipaneeleissa, ja sitä toimitetaan yleensä kahdessa muodossa: rakeina, jotka ovat ekstruusiolaitteistoon syötettyjä raakapellettejä, ja ydintela tai ydinkela, joka on valmis...
View MoreTäydellinen paneelituotantolinja harvoin seisoo tai putoaa pääpuristimen tai laminointiyksikön päälle. Käytännössä apulaitteet paneelien tuotantolinjalle kokoonpanot – tasoituskoneet, delaminointiyksiköt, nostolavat, päällystyskoneet, kuivasekoittimet, kalanterit...
View MoreAn Alumiiniväripinnoitteen tuotelinja on laitejärjestelmä, jolla levitetään ja kovetetaan kestävä väriviimeistely alumiinikelalle tai -nauhalle jatkuvassa, automatisoidussa prosessissa, ja se on käytännöllinen investointi valmistajil...
View More
Tanshang Village Industrial Clusters, Ganghua Road, Jingang Town, Zhangjiagangin kaupunki, Jiangsun provinssi, Kiina

+86-18862679789
+86-15555592012
+86-13140831504

+86-0512-56720211

admin@evertopest.com
admin@acp-line.com
Tekijänoikeus © Zhangjiagang Hongyang Machinery Equipment Co., Ltd. Kaikki oikeudet pidätetään. Mukautetut komposiittipaneelien tuotantolinjan valmistajat






